The hardness of the coating is inseparable from the properties of the coating material, but the hardness of the coating is different from the hardness of the sprayed material. Even for the same sprayed material, the hardness of the coating is usually different, so in the evaluation and inspection Coating hardness should take into account the characteristics of the coating.
1 Particularity of coating structure
The structure of the coating is very complicated. Different coatings, even the same coating material and different spraying conditions, the structure of the coating, that is, the size and structure of the particles that make up the coating, the number and size of pores, oxidation The content of compounds such as substances are not the same. Moreover, due to the pores and oxide slag inclusions in the coating, the structure of the coating is heterogeneous, resulting in the non-uniformity of the hardness of the coating.
The microstructure of the coating can be directly observed through metallographic examination. A qualified coating microstructure should be a layered structure of deformed particles, and a certain proportion of undeformed spherical particles should be controlled. At the same time, the total microscopic distance between the oxide pinch and pores on the interface between the coating and the substrate should generally not exceed 15%. There should be no large holes and slag inclusions on the interface.
2. Coating hardness and spraying conditions
Spraying conditions include working parameters of spraying equipment, spraying distance, thermal properties of sprayed parts, temperature during spraying, properties of sprayed materials, delivery speed of sprayed materials, moving speed of Spray Gun or sprayed parts, etc. Different spraying conditions result in different coating hardness.
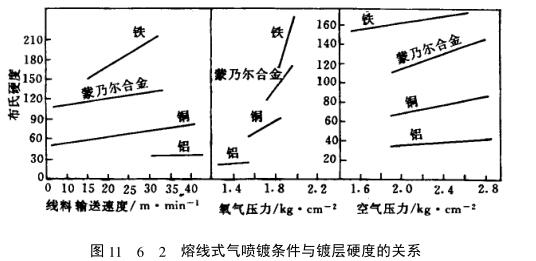
Figure 11 _ 6 _ 2 shows four kinds of material coatings made by fusible line gas spraying (oxygen-hydrogen combustion flame) method when the conveying speed, oxygen pressure, compressed air pressure and other spraying conditions of spraying materials are changed respectively. hardness. No matter which condition is increased in the conveying speed of the sprayed material, the oxygen pressure, and the air pressure, the hardness of the coating will increase. Especially when the oxygen pressure and air pressure are increased, the oxide content in the coating will increase, and increasing the air pressure can increase the impact velocity of the sprayed particles on the surface of the substrate, so it can be used to make a dense coating.
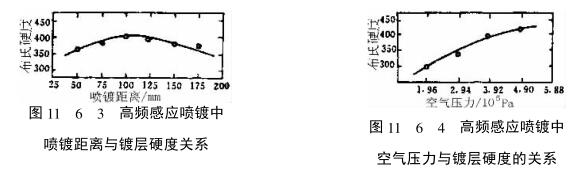
The high-frequency induction spraying method will also cause the hardness of the coating to vary greatly due to changes in the spraying conditions. Figure 11 _ 6 _ 3 shows the relationship between the coating hardness and the spraying distance for carbon steel when the air pressure is 3.9x105pa. When the spraying distance is about 100mm, the coating hardness can reach the maximum value of HB400. (Related instrument: Hardness Tester)
Figure 11_6_4 shows the influence of air pressure on the hardness of carbon steel coating (sputtering distance is 100mm). It can be seen from the figure that as the air pressure increases, the hardness of the coating also increases. When the air pressure is 4.9x105pa, the hardness of the coating is HB420.
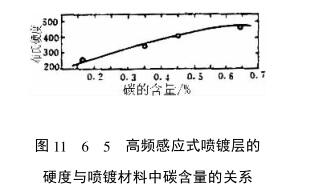
Also shown in Figure 11_6_5 is the relationship between the hardness of the carbon steel coating the hardness of the carbon steel (0.65% carbon) coating
3 Macrohardness and microhardness of the coating
The meaning of the coating hardness is also different in essence due to the different methods of testing the hardness of the coating. They all take the indentation in a large range as the measurement object, and the measured macroscopic hardness value is affected by the non-uniformity of sub-coating hardness due to the influence of pores, oxides and other factors, which affects the measured macroscopic hardness. However, using a microHardness Tester, the hardness value of the coating particles can be measured, that is, the microhardness of the coating. The meanings of the macrohardness and microhardness of the coating are essentially different. It is also different. For example, if the hardness value of the particles constituting the high-carbon steel layer is converted by microhardness meter, it is HRc67, while the average hardness of the layer itself is HRc38_40. In addition, when measuring the notch hardness, the inclusion Among the coating particles, the possible compound particles may give a higher value, and the thickness is smaller, usually referring to the coating below tens of microns, in order to eliminate the influence of the matrix material on the hardness of the coating and the coating The limitation of thickness on indentation size is generally used by microhardness method. (Related instruments: Thickness Gauge)








