Click on the picture to view the price and details of GM100
Click on the picture to view the price and details of GM100
1. Introduction
Biaozhi GM100 Ultrasonic Thickness Gauge is an intelligent hand-held ultrasonic Thickness Gauge, which is controlled by a microprocessor and uses the principle of ultrasonic measurement to measure the thickness and sound velocity of various materials quickly, without damage, and accurately. This instrument can be used in the field of industrial production to accurately measure various materials or parts, and can also monitor various pipelines and pressure vessels in production equipment, and can timely and accurately measure the corrosion of various parts during use. degree of thinning. It can also be widely used in detection fields such as manufacturing industry, metal processing industry, and commodity inspection. All kinds of materials that can transmit ultrasonic waves at a constant speed and can distinguish the reflected waves generated on the back are suitable for this instrument.
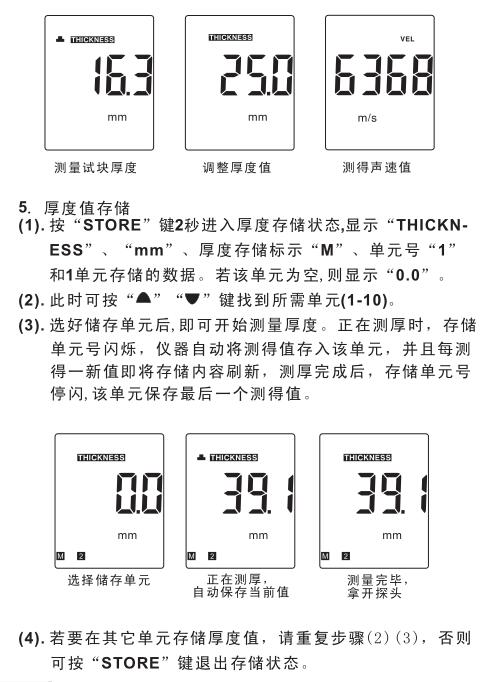
1. Scope of application Metal, plastic, ceramics, glass and any other good conductor of ultrasonic waves, as long as there are two parallel surfaces up and down, you can use this instrument to measure thickness, such as: aluminum, copper, gold, resin, water, glycerin wait. Cast iron is not suitable for using this instrument because of its internal crystal grains are too coarse!
2. Basic principles
The Thickness Gauge is composed of transmitting circuit, receiving circuit, high frequency oscillator, counting gate, counter, central processing unit, keyboard, display and other parts. Its principle is similar to that of light wave measurement. The ultrasonic pulse emitted by the probe reaches the measured object and propagates in the object, and is reflected back to the probe when it reaches the material interface, and the thickness of the measured material can be determined by accurately measuring the propagation time of the ultrasonic wave in the material. Working process diagram:

3. Basic configuration and names of various parts of the instrument
3.1 Basic configuration:
1 host;
Probe: Standard 1 (Φ10mm5MHz),
Optional 1 (Φ1 0mm2.5MHz);
1 bottle of couplant (50ml)
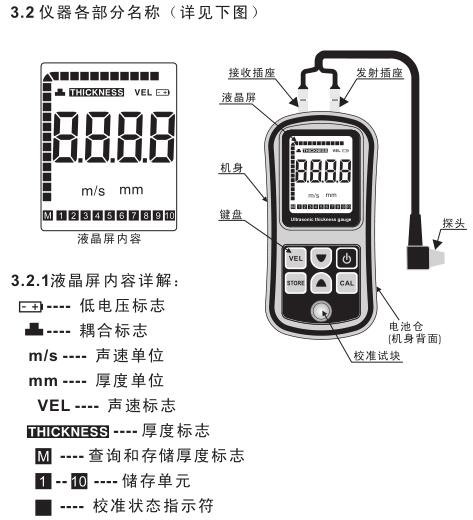
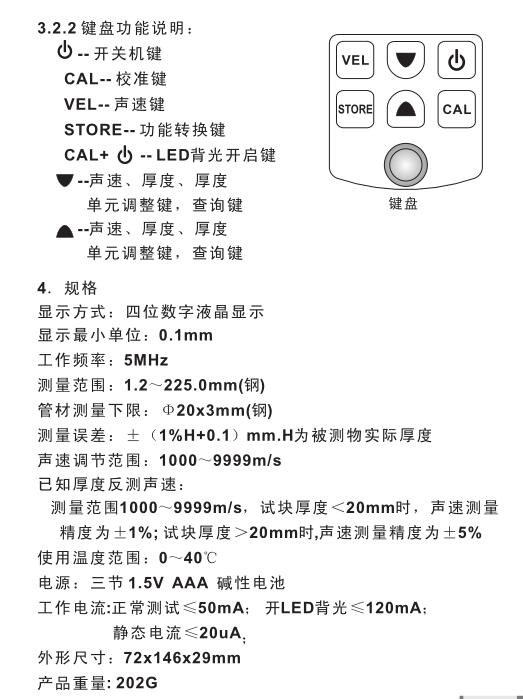
3.2 Names of each part of the instrument (see the figure below for details)
2. Basic requirements
1. For workpieces whose working area is greater than or equal to the area of the probe, the GM100 ultrasonic Thickness Gauge can measure them . However, when the axial measurement is carried out on slender parts or the working side is not perpendicular to the plane of the test surface, the test surface should not be too small. Failure to do so may cause errors. The requirement for rate radius is R≥10mm, and the working wall thickness is ≥3mm.
3.本仪器对被测工件粗糙度的要求很宽, 一般情况下, 使用我司标准配置的探头均可准确测量, 但如果由于锈蚀严重或其它原因造成粗糙度过大, 将有可能造成误差, 这种情况下应设法减小粗糙度或选用频率为2.5MHz的探头。 若探头损坏, 可向本公司或各地代理处购买。
4.材料的厚度与超声波传播的速度都会受温度的影响。 对于一般精度要求的测量, 环境温度的影响可忽略不计。另外由于探头表面材料为丙烯树脂, 出于对探头的保护和准确度保证,工作环境的表面温度不得高于60℃,否则探头不能使用。
5.工作环境: 工作温度: 0~40℃ 相对湿度:<90% 工件温度:<60℃仪器工作时确保无强烈振动、 无腐蚀性介质。严格避免碰撞、 潮湿等。
四、测量技术
1.清洁表面
测量前应清除被测物体表面所有的灰尘、 污物及锈蚀物,铲除油漆等覆盖物。
2.降低粗糙度
过份粗糙的表面会引起测量误差, 甚至仪器无读数。 测量前应尽量使被测材料表面光滑, 可使用砂、磨、抛、锉等方法, 还可使用高粘度耦合剂。
3.粗机加工表面:
粗机械加工的表面 (如车床或创床) 所造成的有规则的细槽也会引起测量误差, 弥补方法同四-2; 另外调整探头串音隔层板 (穿过探头底面中心的金属簿层) 与被测材料细槽之间的夹角 (正交或平行) 也可能取得较好效果。
4.测量圆柱型表面:
测量圆柱型材料, 如管子、 油桶等, 选择探头串音隔层板与被测材料轴线之间的夹角重要性无庸赘述。 简单地说, 将探头与沿与被测材料轴线方向垂直地缓慢摇动探头, 屏幕上的读数将有规则地变化,选择读数中的最小值,作为材料的准确厚度。选择探头串音隔层板与被测材料轴线交角方向的标准取决于材料的曲率, 直径较大的管材, 选择探头串音隔层板与管子轴线垂直; 直径较小的管材, 则选择与管子轴线平行和垂直两种测量方法, 取读数中的最小值作为测量厚度。
5. 复合外形:
当测量复合外形的材料(如管子弯头处)时可采用四-4介绍的方法,所不同的是要进行二次测量,分别读取探头串音隔层板与轴线垂直与平行时的两个数值,其较小的一个数作为该材料在测量点处的厚度。
6. 不平行表面:
为了得到一个令人满意的超声响应,被测材料的另一表面需要与被测面平行或同轴,否则将引起测量误差或根本无读数显示。
7. 材料的温度影响:
材料的厚度与超声波传播速度均受温度的影响,若对测量精度要求较高时,可用相同材料的试块在相同温度条件下分别测量,计算出温度对该材料的测量误差,提供参数去校正它,对于钢铁来说,高温将引起较大的误差(测量读数小于实际数据),也可用此法来补偿校正。
8. 大衰减材料:
对于一些如纤维、多孔、粗粒子材料,它们会造成超声波的大量散射和能量衰减,以致出现反常的读数甚至无读数(通常反常的读数小于实际厚度),在这种情况下,则说明该材料不适于用此测厚仪测试。
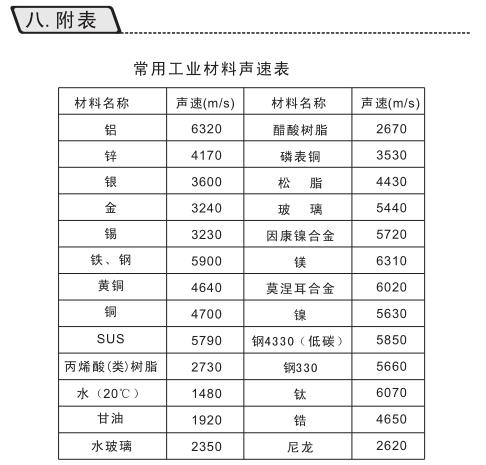
9. 参考试块:
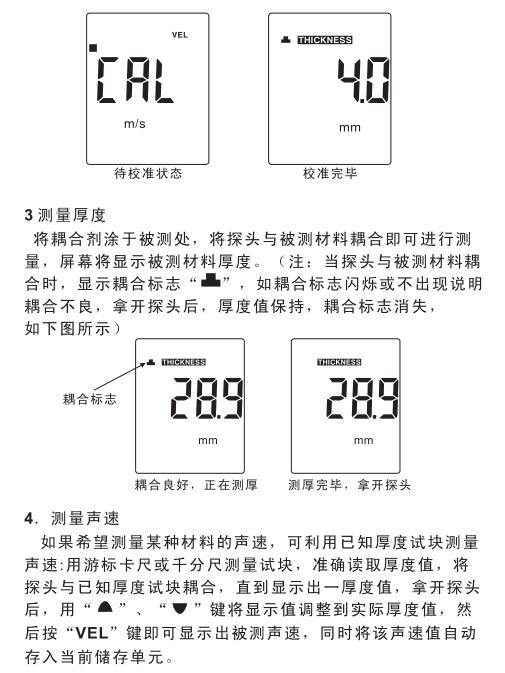
为了校准仪器,一种已知厚度的被测材料或已知的声速是很重要的。校准仪器至少需要一个参考试块。本超声波测厚仪机壳上配置有一厚度为4.0mm钢质试块,校准方法见本说明书第三章第2节内容。对于不同材料在不同条件下进行精准测量, 仅靠随机配置测量就越精确, 称心的参考试块将是一组被测材料的微观结构、热处理条件、粒子方向、表面粗糙度等)。为在大部分情况下, 只要使用一个参考试块就能得到令人满近的厚度。 取均匀被测材料用千分尺测量后就能作为一个试当测量薄材料时, 它的厚度接近于探头测量下限时, 可用试块来确定准确的低限 (钢的测量下限为1.2mm) 。 不要测量低于下限厚度的材料。 如果一个厚度范围是可以估计的。
当被测材料较厚时, 特别是内部结构较为复杂的合金等,大部分锻件和铸件的内部结构具有方向性, 在不同的方向与被测材料相同方向的内部结构, 声波在试块中的传播方向在一定情况下, 查已知材料的声速表, 可代替参考试块,中的数值与实际测量有别, 这是困为材料的物理及化学情况此超声测厚低仪具有测量声速的功能, 故可先测量出声速(方法见本说明书第三章第5节) , 再以此声速对工件进行
五、预防测量误差
1.超薄材料
使用任何超声波测厚仪, 当被测材料的厚度降到探头使用下限以下时, 将导致测量误差, 必要时, 最小极限厚度可用试块比较法测得。
当测量超薄材料时, 有时会发生一种称为 “双重折射”的错误结果, 它的结果是测得值等于实际厚度的两倍, 另一种错误结果被称为“脉冲包络、循环跳跃”, 它的结果是测得值大于实际厚度, 为防止这类误差, 测临界薄材时应重复测量核对。
2. 锈斑、腐蚀凹坑等
被测材料另一表面的锈斑凹坑等将引起读数无规则地变化, 在极端情况下甚至无读数, 很小的锈点有时是很难发现的。 当发现凹坑或感到怀疑时, 这个区域的测量就得十分小心, 可选择探头串音隔层板不同角度的定位来作多次测试。
3. 材料识别错误
当用一种材料校正了仪器后, 又去测试另一种材料时, 将发生错误的结果, 应注意选择正确的声速。 或者,实际测试时的声速与校正时的声速有一定偏差时,也可能造成误差,使用时请注意调整。
4. 探头的磨损
探头表面为丙烯树脂, 长期使用会使粗糙度增高, 导致灵敏度下降, 用户在可以确定为此原因造成误差的情况下, 可用500#砂纸或油石少量打磨探头表面使其平滑并保证平行度。如仍不稳定, 则需更换探头。
5. “CAL”键的使用
此键只能用于将探头耦合在仪器面板上的标准试块上进行测量错误。
6.层迭材料、复合材料
要测量未经耦合的层迭材料是不可能的, 因超声波无法穿所以用超声反射原理测量厚度的仪器均不适于测量层迭材料
7. 金属表面氧化层的影响
有些金属可在其表面产生较致密的氧化层,例如铝,这层氧化层与基体间结合紧密,无明显界面,但超声波在这两种物质中的传播速度是不同的,故会造成误差,且氧化层厚度不同误差的大小也不同,请用户使用时加以注意,可以在同一批被测材料中选择一块用千分尺或卡尺测量制成样块,对仪器进行校准。
8.反常的厚度读数
The operator should have the ability to distinguish abnormal readings, usually rust spots, corrosion pits, will cause abnormal readings. For the solution, please refer to Sections 2 and 3 of Chapter 5 of this manual .
9. The use and selection of couplant
The couplant is used to transfer the high-frequency ultrasonic energy between the probe and the material under test. If you choose the type or use it improperly, it may cause errors or the coupling mark will flicker , making it impossible to measure the value. The couplant should be used in an appropriate amount and spread evenly. Couplants are available in various formulations. It can also be purchased from our company or an agency.
10. Probe sheath
When measuring the curved surface, use the curved surface probe sheath, which can accurately measure the thickness of the pipe-like curved surface material. The probe sheath is an optional part and can be purchased from our company (or agency).