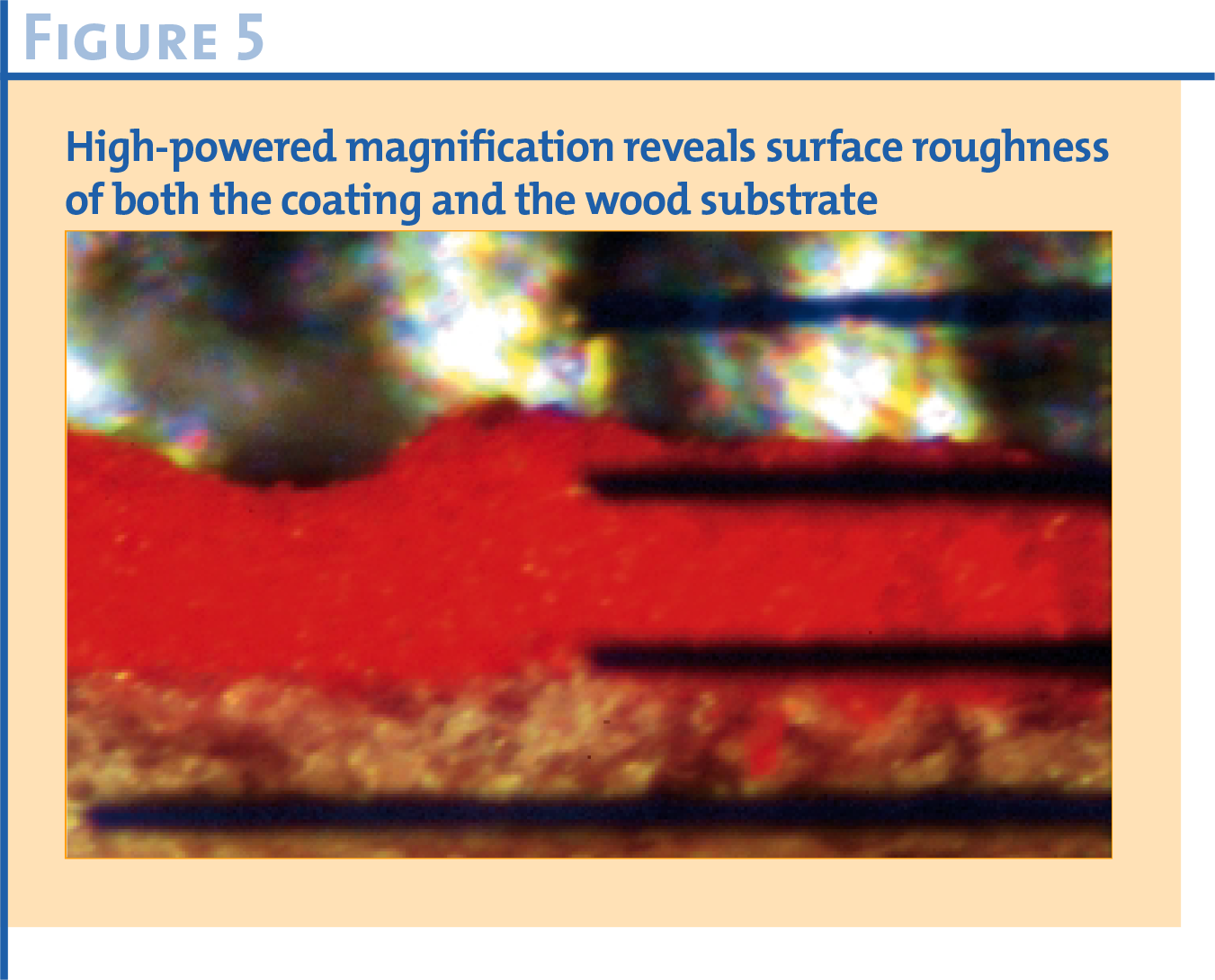
Ultrasonic Film thickness measurement by UV curing Coating on rigid wooden boards
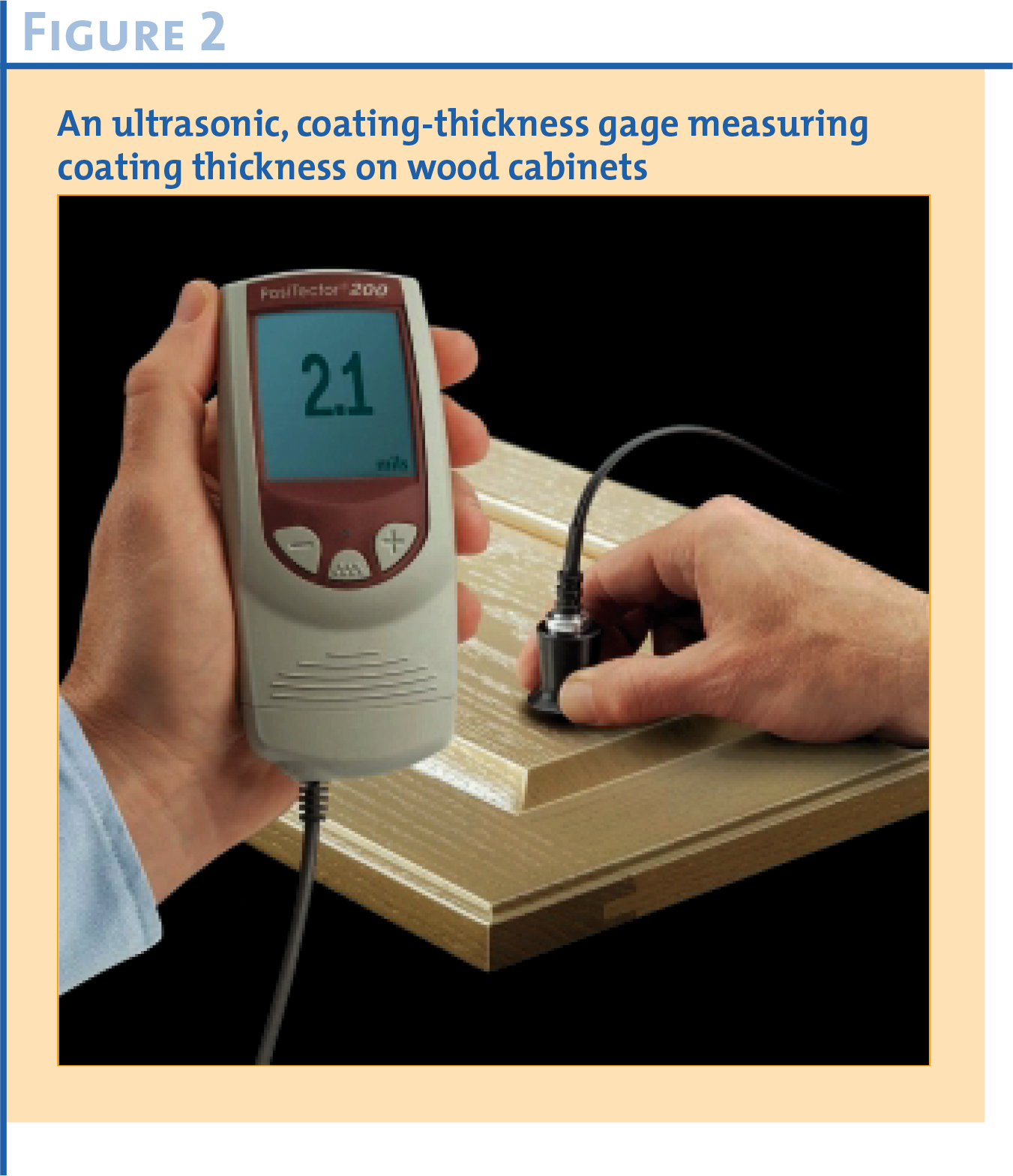
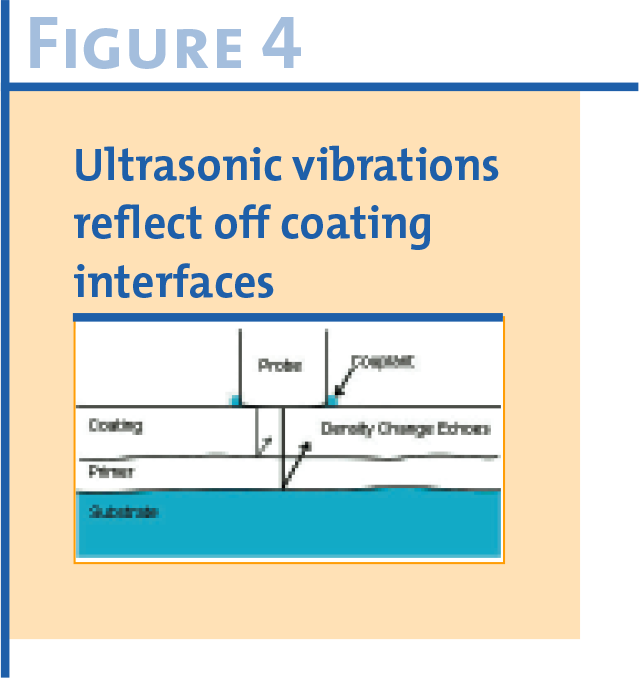
Handheld instruments can measure coating thickness using ultrasound, enabling non-destructive testing in the industry using UV/EB curing technology. This article explains how ultrasonic flaw detection works and its advantages.
Coating Thickness Gauges using ultrasonic measurement technology are becoming increasingly popular in industries that use rigid substrates such as wood, plastics and composites. These instruments support or replace destructive methods for measuring UV/EB cured coating thicknesses in excess of 15 microns (0.5 mils) in a variety of industries, including automotive, aerospace, wood product manufacturing, and industrial finishing.
Coatings serve multiple functions. Some are designed to resist scratches, abrasions, moisture, and other chemicals. Some restore, protect, waterproof and beautify buildings. Others are specially formulated to seal and fill pores and provide a nice surface texture.
Why measure thickness?
A coating that performs well as expected when applied in a narrow thickness range as specified by the manufacturer. This ensures very good product performance. In the case of the example, the measurement of thickness is:
• Conversion varnishes other than paints should not be used in excess of five milliliters dry thickness in order to prevent cracking or other finish failures.
• Nitro lacquer should normally be kept below three milliliters.
• UV-curable primers on the surface of the plastic should be between six and six milliliters prior to sanding.
• Consistent millimeter thickness, Paramount will paint the primer.
• Force becomes a problem in UV curable adhesives where curing is too thick and occurs so quickly that both the adhesive and the surface energy balance are sufficient to prevent stress from occurring.
• For medium density fiberboard (MDF), the powder coat thickness is usually in the range of three to nine. Usually thicker covering, the finish is more durable. Factory specifications often call for a tolerance of say ±1mm. This level of quality cannot be determined just by looking at it.
There are other benefits of accurate measurement of finished thickness for ISO compliance, quality and process control or cost control of customer requirements. When companies cannot verify the coating quality of incoming materials, they waste money reworking products. By inspecting their equipment, they ensure that the coating is being applied in accordance with the manufacturer's recommendations. In addition, the possibility of applying an excessive film thickness for complete cure can greatly reduce the overall risk. Finally, regular testing can reduce the number of internal rework and customer returns due to machining defects.
How to test?
On metals, testing coating thickness is commonplace for quality control and inspection purposes. When the base metal is carbon steel, the magnetic method is used. Eddy current devices are used on other metals such as copper and aluminum. There are a variety of models to choose from among these hand tools. Some probes are built in for easy one-handed measurement of large curved surfaces. One has a small probe located at the end of the short cable allowing the operator to reach places where small parts or hard measures are reached. Many instruments have optional features to make measurements easier, such as running averaging calculations and memorizing measurements downloaded to a printer or computer storage.
They are welcome, however, magnetic and eddy current instruments cannot perform thickness measurements over non-metals. As a result, the industry has used alternate techniques to measure thickness, including:
• Optical sectioning (cut the coated part, view the cut).
• Height measurement (micrometer before and after measurement).
• Weight (to calculate the thickness of the measured mass and area of the coating).
• Wet Film Thickness Gauge to uncured paint.
• Alternative (place a steel sheet apart to partially coat at the same time).
These tests are time consuming, difficult to perform and subject to operator interpretation and other measurements. Sprinklers find destructive methods impractical. To get a statistically representative sample, several products from a lot might need to be scrapped as part of the destructive testing process. The gravimetric method will provide an average film thickness for the part, but not the distribution of film thickness over a specific area.
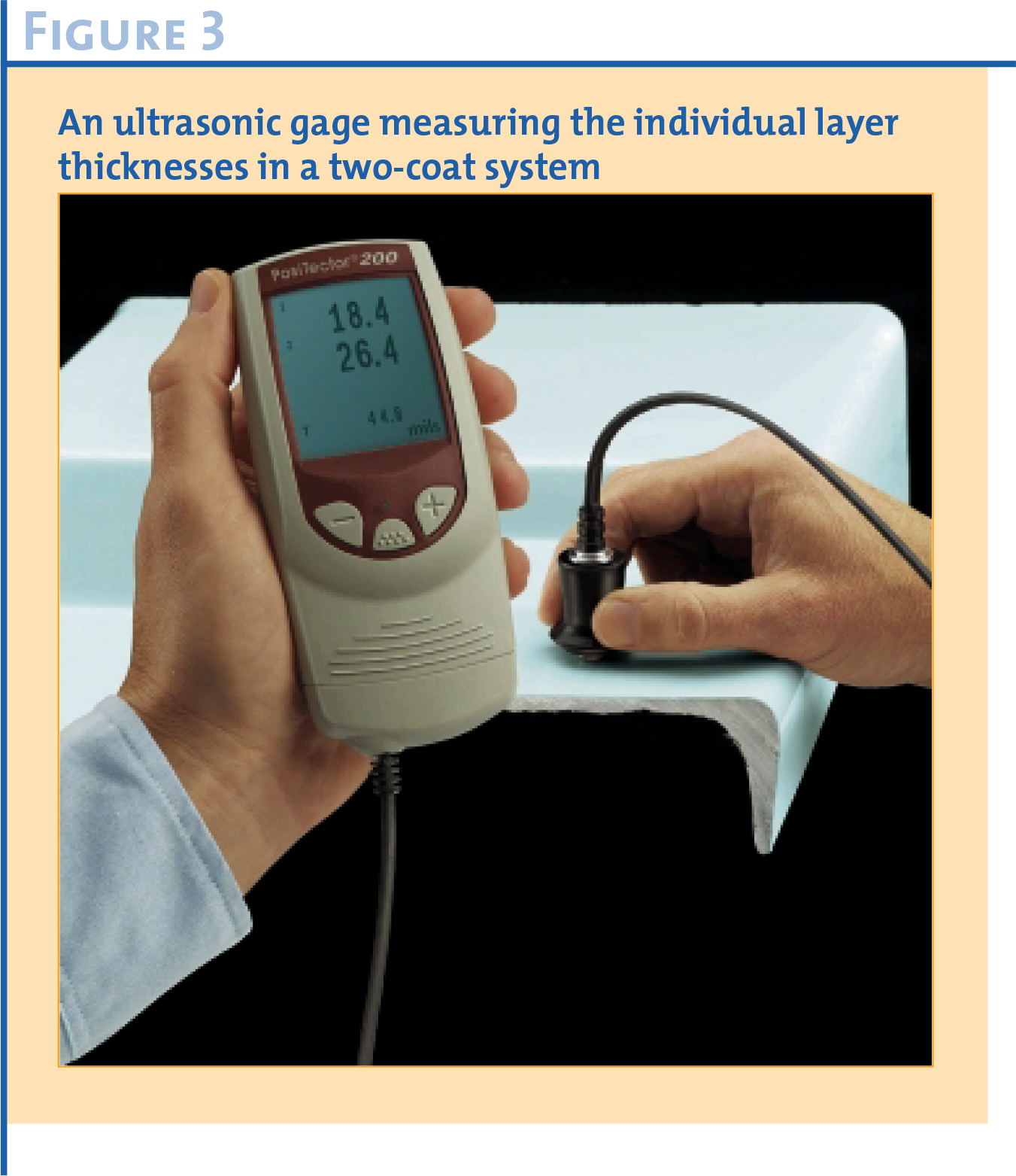
With the advent of ultrasonic instruments, many switched to NDT of thick UV/EB cured coatings.
Ultrasonic breakthrough
Quality professionals are already familiar with aspects of ultrasonic testing in which high-frequency sound energy is inspected and measurements are made. Ultrasonic testing can detect and evaluate metals, measure the size of defects, determine material characterization and more.
Wall thickness measurement is perhaps common and simple with ultrasonic testing. High-precision ultrasonic wall thickness measurement allows rapid measurement of object thickness without requiring access to both sides. Coating measurements, however, are not satisfactory with these gauges. They do not have sufficient sensitivity to measure the thickness of acrylic filler plant primers, lacquers, UV topcoats, powder coatings and other materials used on non-metallic products.
The standard test method for this technique is ASTM Standard Test Method D6132-04 “Nondestructive Measurement of Dry Film Thickness of Applied Organic Coatings Using an Ultrasonic Apparatus” (2004, ASTM). In a recent effort to update this standard, eight companies completed the cycle In the study, multiple coated wood panels were measured ultrasonically. The panels included UV-cured hickory and maple coatings. The results, which will be published later this year, are very repeatable and reproducible, but with small standard deviations.
Fast, non-destructive thickness measurements can be made with materials that previously required destructive testing, laboratory analysis, or expensive non-destructive equipment. This new technology increases the consistency and throughput of finishing rooms. Potential cost reductions include:
• Reduce waste from coat by controlling the thickness at which the coating is applied.
• Reduce rework and repairs through direct feedback to operators and improved process control.
• Eliminate the need to destroy or repair objects by taking destructive coating thickness measurements.
Today, these instruments are simple, affordable, and reliable.
David Beamish is the general manager of DeFelsko Corporation, a New York-based manufacturer of hand-held coating testing instruments sold worldwide. He holds a degree in Civil Engineering and has over 20 years experience in the design, manufacture and sale of test instruments in various international industries.