

Factory Direct Rdh2-03/500 immersion coil Coater double comma drawdown blade three temperature zone drying
The equipment adopts double comma drawdown blade Spreader head and bath design, Spreader wet thickness range of 0.1~ 3mm, drying temperature up to 250 ℃, integrated three independent temperature zone drying system, to achieve full automation process.
 Factory
Factory Rdh2-03/500
Rdh2-03/500
-

CHINA Laboratory Casting Machine LY-02/200 Thin Film Test Small Casting Machine
$ 23752.00 -

Factory Direct Rwg-06/1000 coil drawdown blade Coater effective application width Max.
$ 39539.00 -
Factory Direct Rjy-00/1000 immersion type Coater dip coating double roll extrusion equipment, effective width 1000mm
$ 31646.00 -

CHINA Small hot-melt adhesive Continuous Film Applicator NBC-6025 Continuous Coater
$ 4176.00 -

UV UV curing coil coating machine Rxg-01/400uv automatic film laminating machine
$ 14280.00






Product Introduction
RDH2-03/500 immersion bath coil coating machine is a multi-functional, high-precision coil coating machine for high-end experiments and low-volume production. The equipment adopts a modular design, integrating a double comma scraper coating head, a three-stage independent temperature zone drying system, a full servo tension control and an automatic correction system, which can realize the fully automated process from substrate unwinding, bottom pre-coating, precision baking, surface coating, final drying to accurate lamination and winding. The equipment is especially suitable for process development and performance verification of new materials such as adhesives (such as PSA), optical adhesives, and polymer functional coatings on flexible substrates (such as release paper, PET, PI, copper foil, etc.).

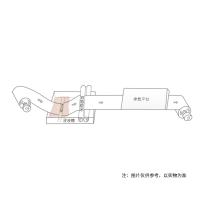
The plan is brief
Unwinding (with servo control) → comma scraper coating head (bottom roller with heating function - heating rod) → immersion tank (500x200x150 depth) + extrusion roller (extrusion roller bottom roller is stainless steel material, upper roller is rubber roller) extrusion bottom lamination layer 1 layer, release paper release reel installation tension controller) → oven (total 2 meters, 1 meter x 2 sections) temperature up to 250 °C, After coming out, the second stage of coating (the coating head is the same as the first section) enters the rear section of the 1-meter oven→ laminating (the laminating bottom roller is installed with a private service motor) → a set of laminating standard devices, correcting the edge - winding, (description: a set of tension control system for the whole line, temperature: 250°C adjustable, material width 500mm, infrared heating device, a 1-meter oven is installed in two sensors, a control sensor, and a temperature real-time display sensor
Detailed technical specifications of the unit module
3.1 Unwinding system
3.1.1 Main unwinding unit
Structure form: single station, passive unwinding, air expansion shaft clamping (Φ75mm or 3 inches).
Tension control:
Actuator: Equipped with a high-response servo motor and a precision reducer, forming an active unwinding mode.
Detection feedback: The pendulum roller or tension sensor is used for real-time tension detection, and the signal is fed back to the PLC.
Control mode: Constant tension unwinding or taper tension control can be realized, and the taper curve can be set.
Guiding System (EPC):
Type: Ultrasonic or CCD photoelectric automatic guidance system.
Accuracy: ±0.5 mm.
Mounting Position: Located after unwinding, in front of the coating head, ensuring that the substrate enters the coating unit with neat edges.
3.1.2 Release paper unwinding unit
Structure form: independent platform, passive unwinding, inflatable shaft clamping.
Tension control: Equipped with independent magnetic particle tension controller or small servo tensioner, the tension value is directly set and displayed on the panel, and linked with the tension system.
3.2 First Coating Unit (Bottom Coating)
3.2.1 Comma scraper coating head
Squeegee type: R-shaped comma scraper, all stainless steel.
Adjustment mechanism:
Fine-tuning method: The micrometer is used at both ends with an oblique block structure to achieve precise adjustment of the gap between the scraper and the back roller.
Adjustment range: 0 ~ 3 mm.
Parallelism: Parallelism error ≤ 0.005 mm over the entire length.
Back Roller:
Specification: Φ200mm active steel roller.
Surface treatment: Mirror hard chrome plated, hardness HRC≥62, roughness Ra≤0.2μm.
Heating function: Built-in high-density stainless steel electric heating rod, using rotary joint for power supply and temperature measurement.
Temperature control: Independent PID control, range: room temperature ~ 120°C, accuracy ±2°C.
3.2.2 Soaking coating tank
Material: SUS304 stainless steel, mirror polished inside and outside (Ra≤0.4μm).
Dimensions: 500mm (L) x 200mm (W) x 150mm (H).
Lifting mechanism: manual/pneumatic lifting, easy to clean and thread.
3.2.3 Squeeze roller device
Function: Preliminary leveling and compaction of the coated wet film to control the penetration and thickness of the coating.
Lower roller: SUS304 stainless steel mirror roller, active drive.
Upper roller: silicone roller, Shore hardness 60A±5°, smooth surface. Pneumatic pressurization, pressure gauge display, pressure adjustable (0 ~ 0.6 MPa).
Adjustment: Quick disengagement for easy operation.
3.3 Drying system
3.3.1 Structural layout:
One section of drying zone: 2 sections of 1 m each for pre-curing/drying after the bottom coat.
Second stage drying zone: 1 section of 1 meter each, for final curing/drying after surface coating.
3.3.2 Box structure:
Shell: High-quality cold-rolled plate with surface spraying.
Liner: SUS304 stainless steel plate.
Insulation layer: Made of high-temperature aluminum silicate fiber cotton, thickness ≥ 50mm, to ensure that the temperature of the shell rises ≤ the ambient temperature is +10°C.
3.3.3 Heating and Air Circulation System:
Heater: Built-in finned electric heating tube, made of high-temperature resistant stainless steel.
Fan: High-temperature resistant centrifugal circulation fan to ensure the uniformity of hot air in the box.
Air duct design: upper and lower convection or orifice plate type air supply to ensure that the uniformity of wind speed and air temperature within the effective width is ±5%.
3.3.4 Exhaust system:
Exhaust fan: Independent high-temperature resistant explosion-proof axial flow fan.
Air Volume Adjustment: Equipped with a manual air control valve, the exhaust air volume can be adjusted according to the volatilization of solvents.
Exhaust gas interface: DN150 flange interface, connected to the customer's on-site exhaust gas treatment system.
3.4 Second Coating Unit (Surface Coating)
The configuration is exactly the same as the first coating unit and is standard to ensure process repeatability and scalability.
3.5 Lamination and correction system
3.5.1 Laminating and unwinding:
Structure: Independent platform, inflatable shaft clamping.
Tension control: Magnetic powder brakes control the unwinding tension.
3.5.2 Laminating composite mechanism:
Bottom Roller: Active drive, equipped with servo motor, ensuring precise synchronization with the main line speed.
Gluing roller: silicone roller, pneumatically pressurized.
3.5.3 Laminated Guidance (EPC):
Type: Photoelectric automatic deviation correction.
Function: Real-time detection of the edge position of the laminate and the main substrate, driving the guiding slide to ensure the lamination alignment accuracy ± 0.3 mm.
3.6 Winding System
Structure form: single station, central winding.
Drive control: equipped with high-torque servo motor and precision reducer.
Tension control:
Mode: Floating roller feedback or tension sensor is used to achieve constant tension or taper tension winding.
Taper control: The taper coefficient (0%-100%) can be set on the HMI to achieve a roll shape with a tight gradient from the inside out.
Auxiliary device: Equipped with surface flattening rollers to prevent wrinkles during winding.
3.7 Transmission and control system
3.7.1 Transmission System:
Driving points: main unwinding, coating back roller, extrusion lower roller, transition roller of each section (active), laminated bottom roller, winding. A total of about 8 servo drive points.
Synchronous control: Realize the synchronization of electronic gears between each servo axis through PLC program, and the speed ratio can be flexibly set on the HMI.
3.7.2 Electrical Control System:
Core controller: Siemens/Mitsubishi/Omron series PLC.
HMI: 10.1 inch and above color touch screen, Chinese and English interface.
Main control functions
Whole line linkage control: one-click start-stop, slow rise and fall, emergency stop.
Multi-stage tension control: realize independent tension setting and closed-loop control of four stages of unwinding, coating section, drying section and winding.
Fully automatic temperature control: 5 independent temperature control zones (2 back rollers + 3 ovens).
Recipe management: No less than 100 sets of process recipes can be stored/recalled.
Data Logging and Alarm: Record key parameters (speed, tension, temperature) in real time and generate historical curves; Complete fault diagnosis and alarm history.
4. List of key components configuration
serial number | Part name | quantity |
1 | The main unwinding servo motor | 1 set |
2 | Responsible for rolling and correcting deviations EPC | 1 set |
3 | Comma scraper coating head | 2 sets |
4 | Coated back roller heater | 2 sets |
5 | Squeeze rubber roller | 2 sets |
6 | Dryer oven heating tube | Multiple groups |
7 | Drying circulation fan | 3 sets |
8 | Laminated servo motor | 1 set |
9 | Laminated film correction EPC | 1 set |
10 | Rewinding servo motor | 1 set |
11 | PLC control system | 1 set |
12 | Touch screen HMI | 1 set |
13 | Tension detection pendulum roller | Multiple sets |
14 | Pneumatic components | 1 batch |
Supporting measures
1. Public works: The supporting public works required for the following equipment must be prepared before our installers arrive at the site.
project | request | Units provided | |
Power supply | power supply | Single-phase 220V±10%, frequency 50Hz, power 35KW (subject to reality) | client |
Wiring method | Not less than 60A/2P open cable, not less than 10mm² copper cable or (not less than 20A/2P open 3 pieces, not less than 4mm² copper cable 3 sets of open wire) | client | |
earthing | Ground wire with resistance less than 4Ω | client | |
Air source | 0.5-0.8MPa compressed air | client | |
Ambient temperature | 25±3℃ | client | |
Ambient humidity | 30~90%RH or lower | client | |
Cleanliness | 10000 levels | client | |
Shock and shock | There is no obvious source of vibration around | client | |
Explosion-proof requirements | There are no explosive sources around | client | |
Handling tools | 2T and above carry freight elevators, forklifts or cranes | client | |
Handling channel | Equipment door, corridor, elevator size (please refer to the actual size of the equipment) | client | |
5.List of key components configuration
1. Equipment body
Rack | Bottom plate | Carbon steel with hard chrome plated surface |
Standing board | Carbon steel with hard chrome plated surface | |
Attached cabinet | Aluminum profile frame, sheet metal sealing | |
Ground | Several | |
Unwinding unit | type | Cantilever structure |
Put the scroll | Mechanical expansion shaft, 3 inches | |
Unwinding direction | One-way rolling | |
Unwinding drive | Passive unwinding, servo motor | |
Guide rollers | The surface of the metal aluminum roller is hard oxidized | |
Tension control | Servo motor torque control | |
Correction method | Automatic Correction Control, Sensor Detects Edge (Note: Does not work at low speed) | |
Main drive | type | Steel roller + rubber roller |
form | The cylinder is pressed | |
drive | servo motor | |
Rewinding unit | type | Cantilever structure |
Retract the scroll | Mechanical expansion shaft, 3 inches | |
winding direction | One-way winding | |
Rewinding drive | servo motor | |
Guide rollers | The surface of the metal aluminum roller is hard oxidized | |
Tension control | Servo motor torque control | |
Correction method | Automatic Correction Control, Sensor Detects Edge (Note: Does not work at low speed) | |
Control unit | type | Integrated, cabinet structure |
Explosion proof | not | |
authentication | not | |
system | PLC control | |
touch screen | Color | |
Coating method | Scraping | |
Automatic belt belt | Forward automatic belt belt |
Deliver the information
serial number | project | quantity | remark |
1 | Equipment manual | 1 set | |
2 | Packing list | 1 set | |
3 | Product warranty certificate | 1 set | |
4 | Certificate | 1 serving |
Spare Tools
serial number | project | specification | quantity | remark |
1 | Allen key | metric system | 1 set/set | tool |
Factory Rdh2-03/500 Soaking coil coaterSpecifications
| LIST | VALUE |
|---|---|
| Performance parameters | indicator value |
| Spreader process | Unwinding → scraping → soaking → double roll extrusion → drying → scraping → drying → film laminating → edge correction → winding |
| Coating Method | Scratch coating + soaking |
| Cutting head type | Comma drawdown blade (bottom roller with heating function - heating rod) |
| Cutting head material | stainless steel |
| Maximum material width | 560 mm |
| Effective application width | 500 mm (adjustable width baffle) |
| Film Accuracy | +/- 0.005mm (stepless speed regulation) |
| Spreader wet thickness range | 0.1 ~ 3mm |
| percentile | digital display |
| resolution | 0.001mm |
| Spreader thickness control | manual adjustment |
| Running speed range | 0.1 ~ 10 m/min |
| Bath size | 500Mm (L) x 200mm (W) x 150mm (D) (Internal Dimensions) |
| Bath material | SUS304 or SUS316 stainless steel, ensure compatibility with slurry, anti-corrosion (main material) |
| Extrusion roller material | Upper roller (rubber roller material) + bottom roller (stainless steel material) |
| Extrusion roller structure | Formed bottom film laminating layer, release paper put reel to install tension Controller |
| Total length of drying zone | 3 meters (1 meter/section x 3 sections) |
| Drying Temperature range | Room temperature~ 250 ° C (each section is independently controllable) |
| Drying zone structure | One drying area: 2 sections, 1 meter each, for pre-curing/drying after the bottom layer Spreader Two drying areas: 1 section, 1 meter each, for final curing/drying after the surface layer Spreader |
| Temperature control Accuracy | +/- 3% (in steady state) |
| exhaust | Air Volume: total exhaust air Volume ≥ 800 m ³/h |
| interface | Provides 3 DN150 flange ports (1 per oven) |
| Tension range of the whole machine | 2~ 50 kg (adjustable) |
| Tension control Accuracy | +/- 5% setting value |
| maximum outer diameter of winding | φ 500 mm (tentative) |
| unwinding method | Inflatable shaft unwinding |
| winding method | Inflatable shaft winding |
| Outer diameter of winding air expansion shaft | 3-Inch expansion shaft, load-bearing 50KG |
| Control mode | PLC + touch screen |
| Human Machine Interface | Color touch screen |
| Motor type | Servo motor |
| main Power Supply | Three-phase Five-wire 380VAC/50Hz, Total Power Approx. 75kW |
| Control Power Supply | Single phase 220VAC/50Hz |
| compressed air | Pressure: 0.6~ 0.8 MPa (clean, drying) |
| consumption | Average 0.3 Nm ³/min, peak 0.8 Nm ³/min |
| interface | G1/2 "quick Connector |
| Total Installed Power | Approximately 75 kW (peak estimate) |
| Equipment Dimensions | Approx. L x W x H Technologies 11000 x 1800 x 2200 mm (including operating space) |
| Total Weight of equipment | Approx. 3500 kg |
Factory Rdh2-03/500 Soaking coil coater Packing list
machine x1, manual x1, certificate x1, warranty card x1
[Note] Because the manufacturer's packaging may be updated or upgraded, the detailed packaging list shall be subject to the latest standard configuration of the manufacturer.